Aquí tes como escoller un bit baseado en tres bits básicos: material, revestimento e características xeométricas.
01, como elixir o material da broca
Os materiais pódense dividir aproximadamente en tres tipos: aceiro de alta velocidade, aceiro de alta velocidade cobalto e carburo sólido.
Aceiro de alta velocidade (HSS):
O aceiro de alta velocidade utilizouse como ferramenta de corte durante máis dun século desde 1910. É o material de ferramenta de corte máis utilizado e máis barato dispoñible na actualidade.As brocas de aceiro de alta velocidade pódense usar tanto en brocas manuais como en ambientes máis estables, como as prensas de perforación.Outra razón para a durabilidade do aceiro de alta velocidade pode ser que as súas ferramentas, que se poden afiar repetidamente, son o suficientemente baratas como para ser usadas non só como brocas senón tamén como ferramentas de torneado.
Aceiro de alta velocidade cobalto (HSSE):
O aceiro de alta velocidade que contén cobalto ten unha mellor dureza e dureza vermella que o aceiro de alta velocidade.O aumento da dureza tamén aumenta a resistencia ao desgaste, pero ao mesmo tempo, sacrificase certa dureza.Como o aceiro de alta velocidade, pódense pulir para mellorar o seu uso.

CARBURO:
O carburo cementado é un material composto de base metálica.Entre eles, utilízase como matriz o carburo de wolframio e algúns materiais doutros materiais utilízanse como adhesivos mediante unha serie de procesos complexos como o prensado isostático en quente para a sinterización.En dureza, dureza vermella, resistencia ao desgaste e outros aspectos en comparación co aceiro de alta velocidade, hai unha gran mellora, pero o custo da ferramenta de carburo tamén é máis caro que o aceiro de alta velocidade.Carburo cementado na vida útil da ferramenta e na velocidade de procesamento que os materiais da ferramenta pasado teñen máis vantaxes, na ferramenta de moenda repetida, a necesidade de ferramentas de moenda profesionais.
02, como elixir o revestimento de bits
O revestimento pódese dividir aproximadamente nos seguintes 5 tipos segundo o rango de uso.
Sen revestimento: as ferramentas de corte sen revestimento son as máis baratas, normalmente utilízanse para procesar aliaxes de aluminio, aceiro baixo carbono e outros materiais brandos.
Revestimento de óxido negro: o revestimento de oxidación pode proporcionar unha lubricidade mellor que a ferramenta sen recubrir, ten unha mellor resistencia á oxidación e á calor e pode mellorar a vida útil de máis do 50%.
Revestimento de nitruro de titanio: o nitruro de titanio é o material de revestimento máis común, non é axeitado para procesar materiais de alta dureza e alta temperatura de procesamento.
Revestimento de nitruro de carbono de titanio: o nitruro de carbono de titanio desenvólvese a partir de nitruro de titanio, ten unha maior resistencia á temperatura e ao desgaste, xeralmente morado ou azul.Úsase no taller de Haas para facer pezas de ferro fundido.
Revestimento de nitruro de aluminio de titanio: o revestimento de nitruro de aluminio de titanio que todos os anteriores son resistentes a altas temperaturas, polo que se pode usar en condicións de corte máis altas.Como procesar superaliaxes.Tamén é axeitado para o procesamento de aceiro e aceiro inoxidable, pero debido a que contén elementos de aluminio, no procesamento de aluminio produciranse reaccións químicas, polo que é necesario evitar o procesamento de materiais que conteñan aluminio.
En xeral, unha broca de cobalto cun revestimento de carbonitruro de titanio ou nitruro de titanio é unha solución máis económica.

03. Características xeométricas da broca
As características xeométricas pódense dividir nas seguintes tres partes:
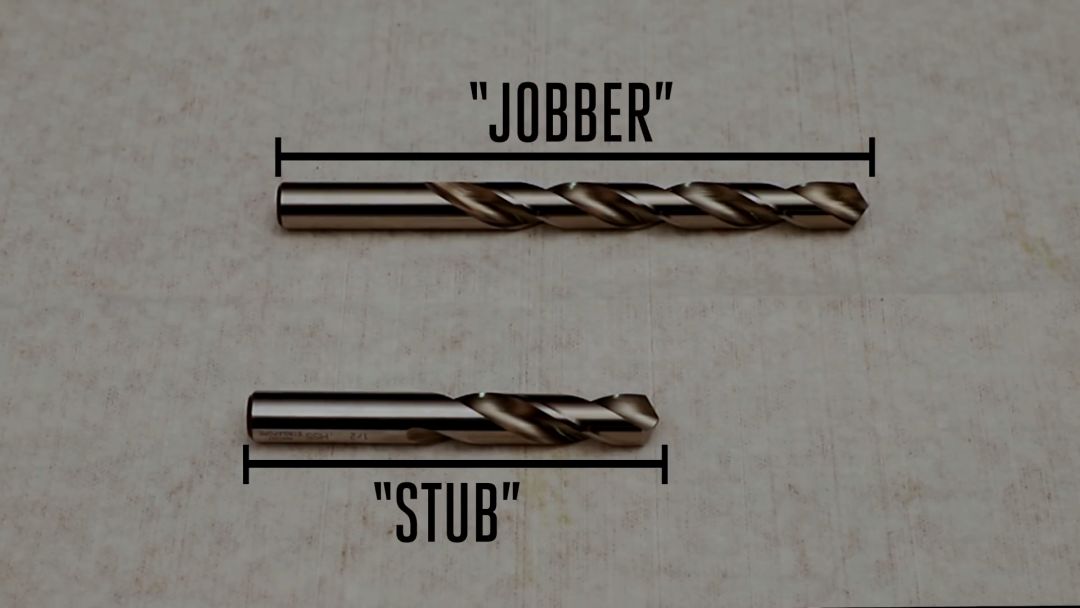
A lonxitude
A relación entre lonxitude e diámetro chámase duplicación do diámetro, e canto menor sexa o diámetro, mellor será a rixidez.Escoller unha broca coa lonxitude de bordo correcta para a eliminación de virutas e a lonxitude de saliente máis curta pode mellorar a rixidez do mecanizado, aumentando así a vida útil da ferramenta.A lonxitude do bordo insuficiente é probable que dane a broca.
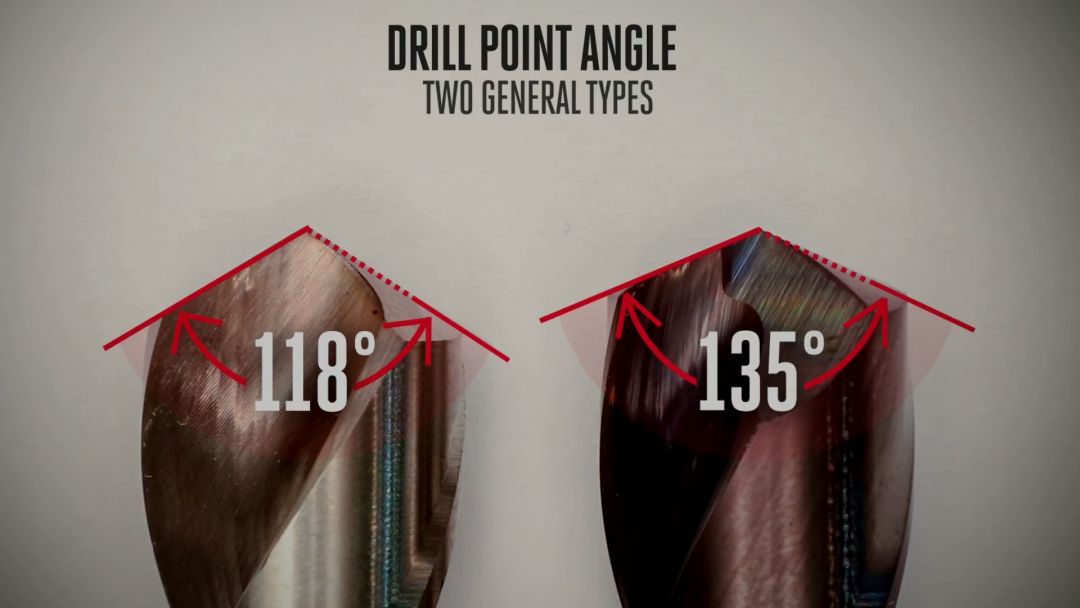
Ángulo da punta da broca
O ángulo de punta de broca de 118° é probablemente o máis común no mecanizado e úsase habitualmente para metais brandos como o aceiro suave e o aluminio.Este deseño de ángulo normalmente non é autocentrante, o que significa que o orificio de centrado debe ser inevitablemente mecanizado primeiro.O ángulo de punta de broca de 135 ° adoita ser autocentrado, o que aforra moito tempo ao eliminar a necesidade de procesar un único orificio de centrado.
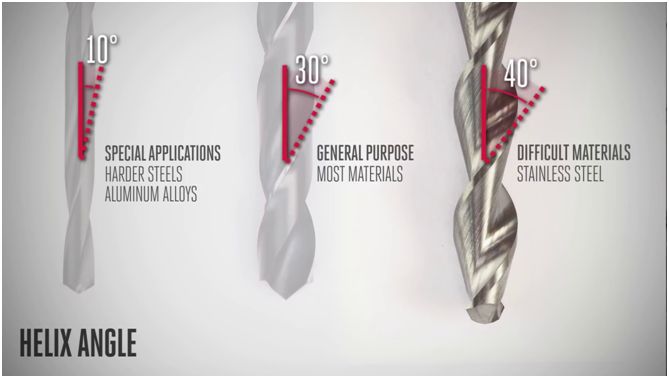
Ángulo espiral
Un ángulo en espiral de 30° é unha boa opción para a maioría dos materiais.Non obstante, para ambientes onde os cortes son mellor eliminados e os bordos cortantes son máis fortes, pódese seleccionar un pouco cun ángulo espiral máis pequeno.Para materiais difíciles de traballar como o aceiro inoxidable, pódese usar un deseño cun ángulo espiral maior para transferir o par.
Hora de publicación: 01-09-2022